想要更直观地了解<衢州> 当地 钢锭精密异形钢管快捷物流产品吗??产品视频,带你走进产品世界
以下是:衢州<衢州> 当地 钢锭精密异形钢管快捷物流的图文介绍

铸钢件行业准入条件的实施,将有利于适应当前产业结构调整与转型升级的要求,促进全行业节能减排,淘汰落后产能大势的要求,遏制铸造行业低水平重复建设和盲目扩张,保护生态环境,引导铸造行业健康可持续发展。
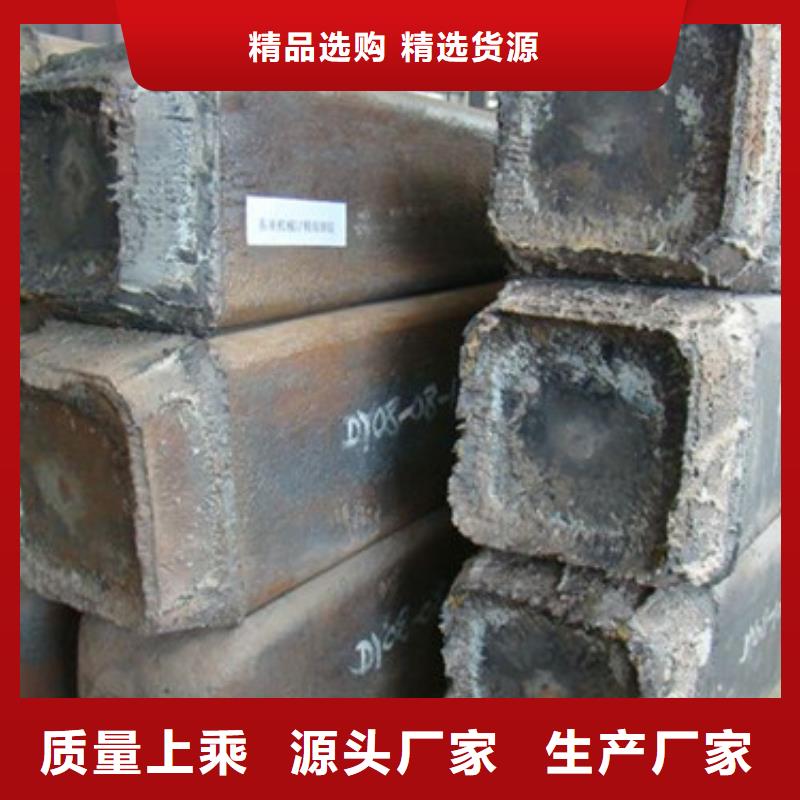
大型铸钢件毛坯、铸铁件毛坯的鉴别简单就用敲打法。用铁榔头分别敲击,声音发脆且响亮的是铸钢件,发闷的是铸铁件。但球铁敲击时和铸钢的声音很类似,可以再用碎裂法,容易砸断的是球铁铸件,且断口齐整发白。具体成分可选择化学试剂法或分光仪。金相检验法、还有可以做本体试棒进行拉伸试验等等。铸钢延展性比铸铁强好多。
铸钢件开裂一般由以下原因引起:
.铸件的壁厚不均匀,薄壁和厚壁的相接处以及转折处的成型收缩受阻。


铸钢件要比普通的锻件和焊接件的成形尺寸要精确。
铸钢件的生产成本低、经济性很好,杜宇能源、材料的消耗是其他的金属成形工艺所不及的。铸钢件的生产方式灵活,可以批量的组织机械化生产,还可以利用废旧金属材料以及再生资源。精密铸件、铸钢件、碳结钢、合金钢等都是应用广泛的铸钢系列产品,其中铸钢件是现在具有良好市场前景的工业产品,而且使用量越来越大。 但是由于铸钢生产工艺的限制,在铸钢件的生产中,为了获得目标产品,不可避免的要进行焊接在,因此,铸钢件的焊接工艺也是铸钢生产过程中的 一个重点。
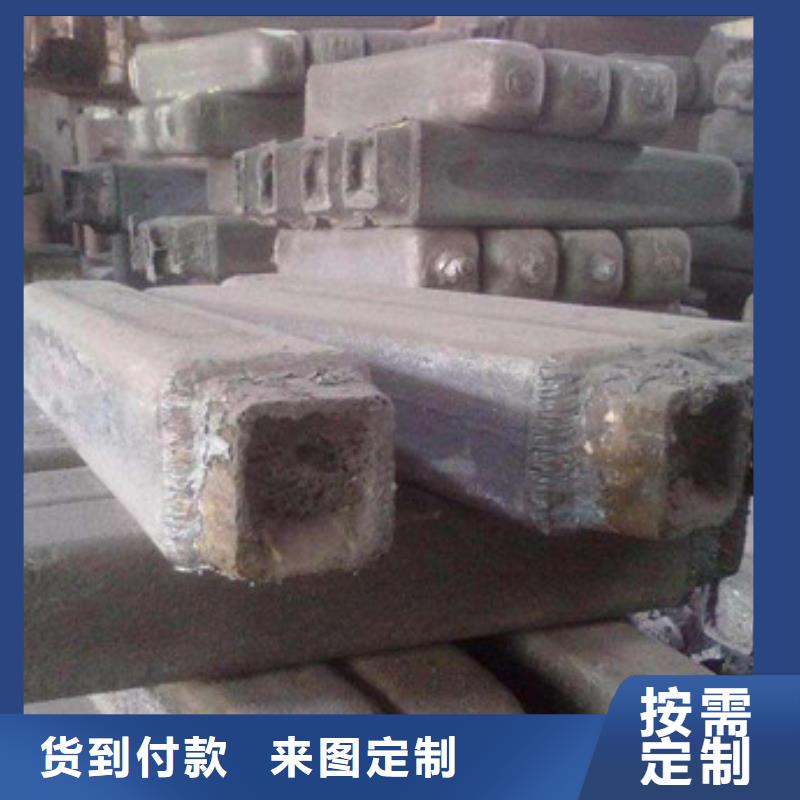
从定义上来说,铸钢件就是将钢熔炼之后浇入特定的铸型后冷却凝固后形成的部件,一般分为普通碳钢、低合金钢、高合金钢等。铸钢件的焊接 常用的是补焊、堆焊,但是无论是低碳、中碳、高碳,或是壁厚均匀度的铸钢件,以及焊接电流等因素都会造成焊接裂纹产生。
铸钢件的铸造方法非常具有独创性。



由于钢液的流动性差,为防止铸钢件产生冷隔和浇不足,铸钢件的壁厚不能小于8mm;浇注系统的结构力求简单、且截面尺寸比铸铁的大;采用干铸型或热铸型;适当提高浇注温度,一般为1520°~1600℃,因为浇注温度高,钢水的过热度大、保持液态的时间长,流动性可得到改善。但是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺陷。因此一般小型、薄壁及形状复杂的铸件,其浇注温度约为钢的熔点温度+150℃;大型、厚壁铸件的浇注温度比其熔点高出100℃左右。
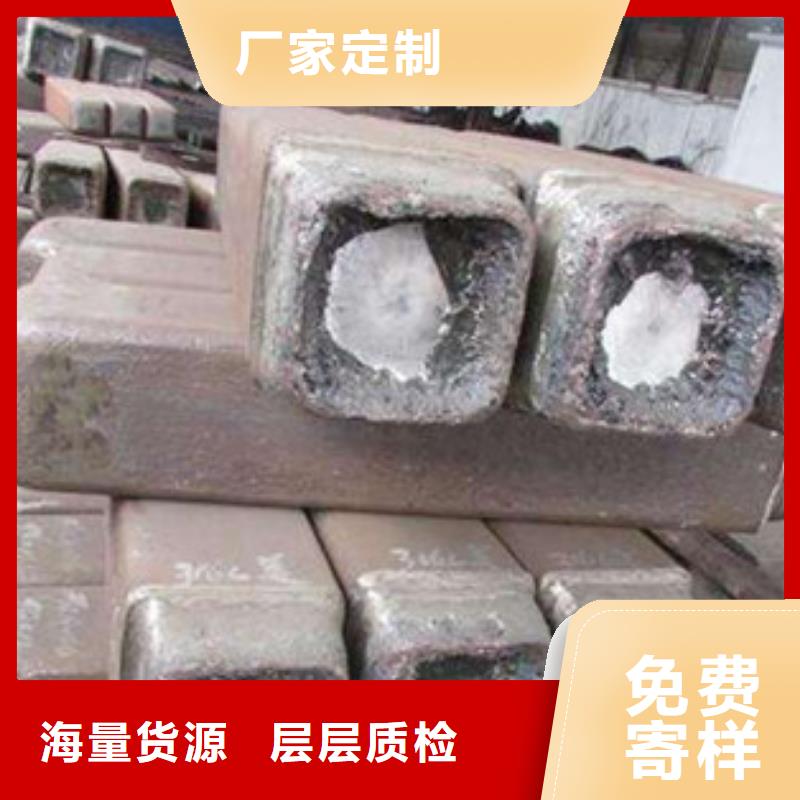
由于铸钢的收缩大大超过铸铁,为防止铸件出现缩孔、缩松缺陷,在铸造工艺上大都采用冒口和、冷铁和补贴等措施,以实现顺序凝固。
此外,为防止铸钢件产生缩孔、缩松、气孔和裂纹缺陷,应使其壁厚均匀、以免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及采用空心型芯和油砂芯等来改善砂型或型芯的退让性和透气性。



新物通物资有限公司位于东昌府区滦河路170号。公司自成立以来,遵照可持续发展战略,依靠自身雄厚的技术力量和“诚信为本”的商业理念,运用先进的科技成果,秉承“予天空于蓝天,还 于清新”的经营宗旨,日臻完善产品的研发制造、销售服务网络。服务于环保事业。公司主要产品有: 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、,公司成立至今,积累了丰富管理经验,建立了良好的社会信誉。新物通物资有限公司始终以卓越的技术,优越的性价比,完善的售后服务,给客户带来解决方案。


铸钢件凝固完成后,工作人员应及时拆除压铁箱,这么做是为了消除铸钢件件缩,避免铸钢件的裂纹缺陷。先简单的掌握以上铸钢件浇注知识详情,希望能够为客户朋友更好的进行铸钢件的选购、使用提供支持帮助,如果您想要了解更加全面的铸钢件产品生产知识的话,请您光临我们公司进行咨询了解。
铸钢件的铸造方法‘杜慎防’。如今,随着当今社会经济的不断进步发展,铸钢件的生产成为了很多铸钢件企业重要的工作,也是很多铸钢件企业使用常见的产品。
铸钢件的铸造材料广,凡是实验用螺条混合机、 实验用螺条混合机可以熔成液态的合金材料都可以用于铸钢件的铸造。对于可塑性较差的脆性的合金材料,铸造也是惟一可行的加工成形工艺。铸 钢件的尺寸精度一定。





 扫一扫
扫一扫